新钢公司硅钢薄板事业部7#连铸机2套扇形段辊系整体修复项目 招标公告
1.招标条件
本招标项目名称为新钢公司硅钢薄板事业部7#连铸机2套扇形段辊系整体修复项目,项目招标人为新钢公司硅钢薄板事业部,建设资金自筹。项目已具备招标条件,现对该项目进行国内公开招标。
2.项目概况与招标范围
2.1项目概况:硅钢薄板事业部7#连铸机扇形段辊系为产线的重要设备,因其服役周到期,需要定期更换,否则容易引起质量事故,辊系装置下线后需要及时修复,已备下次使用,对7#连铸机扇形段2套辊系装置修复进行招标采购。
2.2招标编号:WZSB-2025-04-24号
2.3项目地点:新钢公司硅钢薄板事业部厂区内
2.4标段划分:1个标段
2.5供货范围:
2.5.1修复及换新设备清单:
序号 | 描述 | 参考图号(型号) | 单位 | 数量 | 备注 |
1 | 290驱动辊装配修复 | 01060020DR2512ME085 | 件 | 2 | 具体修复内容详见《7#机扇形段辊系装配修复技术规格书》 |
2 | 290自由辊装配修复 | 290*2950 (01060020DR2512ME086-2) | 件 | 12 | |
3 | 320驱动辊装配修复 | 01060020DR2512ME087 | 件 | 2 | |
4 | 320自由辊装配修复 | 320*2950 (01060020DR2512ME088-2) | 件 | 12 |
2.6所供货设备的交货地点、方式及时间
2.6.1供货地点:修复完的设备需送至新钢公司硅钢薄板事业部备件仓库或者使用产线现场。
2.6.2修复时间:中标单位在将待修件装车后一个月内提供拆检报告, 4 个月内修复完成,并将修复完的备件送至业主厂区指定地点。
2.6.3运输方式:由中标方自行运输,费用含在投标报价中。
2.6.4合同有效期:具体时间以签订合同时间为准。
2.7主要修复内容
2.7.1 7#连铸机扇形段290自由辊主要修复内容
1 、拆卸290自由辊装配,再对辊子、芯轴堆焊修复,最后组装成套,达到图 纸尺寸精度要求及生产使用要求。
2 、具体修复内容:
(1). 旧辊依据图纸要求,需把疲劳层完全车削干净,辊子最小车削直径为θ278mm,并进行超声波探伤,探伤要求按照 JB/T5000. 15—1998 执行,探伤质量等 级 IV 级,出具探伤报告。
①车削至θ270mm 以下,还有裂纹,报废更新;
②内孔如有磨损,手工堆焊两侧长度 100mm~110mm ,加工修复至图纸尺寸;
③键槽如有磨损,换位置重新加工。
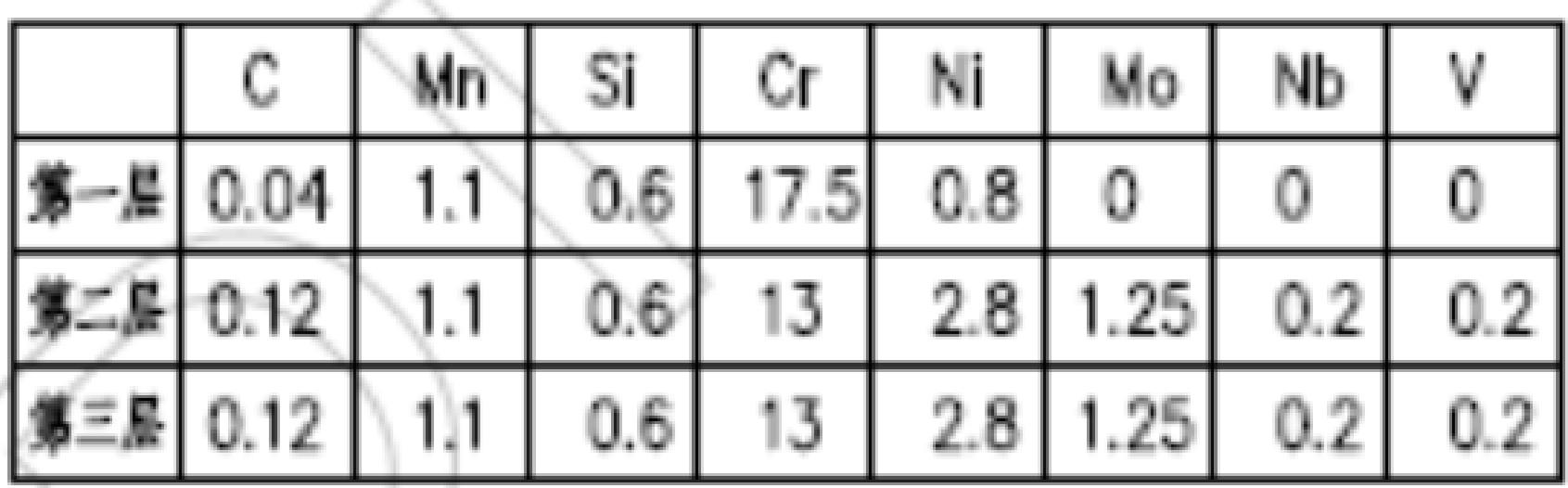
(2).辊子基层材质为 42CrMo,调质处 HB=300~320 辊子表面堆焊分为三层,每层 厚度为 3.5mm,堆焊材质化学成分见下表:
(3).辊子修复后,辊身表面探伤检测,不允许有夹层、折叠、裂纹、结疤、夹 渣等缺陷,辊子加工后,第二、三层的厚度不小于 5mm ,堆焊工作层硬度 HRC=43~47;
(4)芯轴各轴承位置车削初加工,堆焊修复,键槽磨损拉伸堆焊,芯轴两端螺 孔断取出重新攻丝,水封、水管取出,内水孔垃圾清理,水封安装位置堆焊修复, 恢复安装尺寸,芯轴修复后表面探伤,不允许裂纹、气孔及夹渣等缺陷;
①芯轴弯曲跳动≥0.3mm ,校直处理至 0.3mm 以下。弯曲>2mm 以上,报废更新(弯曲较大校直后,芯轴内应力较大,上线使用过程中可能发生断裂)。
②键槽有磨损,换位置加工铣槽。
(5)辊子和芯轴以修复利旧为主,其他所有零件全部更换;
(6)轴承全部更换;指定正宗哈尔滨轴承集团公司、瓦房店轴承集团有限责任公司、洛阳LYC轴承有限公司品牌,并出具轴承出厂证明;
l 额定负载:C=655kN:Co=1040KN。
l 径向游隙:C4。
l 外圈带油槽及油孔。
l 耐高温:200℃。
l 其它尺寸及公差等相关参数按轴承 24030 CC/W33/C4 供货
(7)所有标准件:密封件、密封圈、密封叠环、滑套、旋转接头等全部更换, 其中密封件指定为:派克、宝色霞板、SKF 品牌;
(8)轴承座本体材质采用Q345-B钢板整体加工,盖板采用304不锈钢;依据新制清单,其他新制零部件按图纸要求加工;
(9)装配前对所有零部件进行清洗,没有切屑、油污、杂质等进行装配;
(10)装配满足设计规定的相关尺寸公差值要求;
(11)辊子整体装配后,按照国标进行装配,并补充足量干油脂(美孚 461 牌号), 及进行动平衡检测,出具检测报告;所有轴承座、辊子、端盖、轴套、芯轴、旋 转接头等加工后,关键精度尺寸进行检测,达到图纸要求,出具检测报告;
(12)进行水压试验:
工作压力为 0.6MPa,试验压力为 1.0MPa,保压 30 分钟,无渗漏,并出具测试 报告。
(13)所有更换下来的备件须返回新钢公司。
2.7.2 7#连铸机扇形段290驱动辊主要修复内容
1 、拆卸290驱动辊装配,再对辊子、芯轴堆焊修复,最后组装成套,达到图 纸尺寸精度要求及生产使用要求。
2 、具体修复内容:
(1). 旧辊依据图纸要求,需把疲劳层完全车削干净,辊子最小车削直径为θ278mm,并进行超声波探伤,探伤要求按照 JB/T5000. 15—1998 执行,探伤质量等 级 IV 级,出具探伤报告。
①车削至θ270mm 以下,还有裂纹,报废更新;
②内孔如有磨损,手工堆焊两侧长度 100mm~110mm ,加工修复至图纸尺寸;
③键槽如有磨损,换位置重新加工。
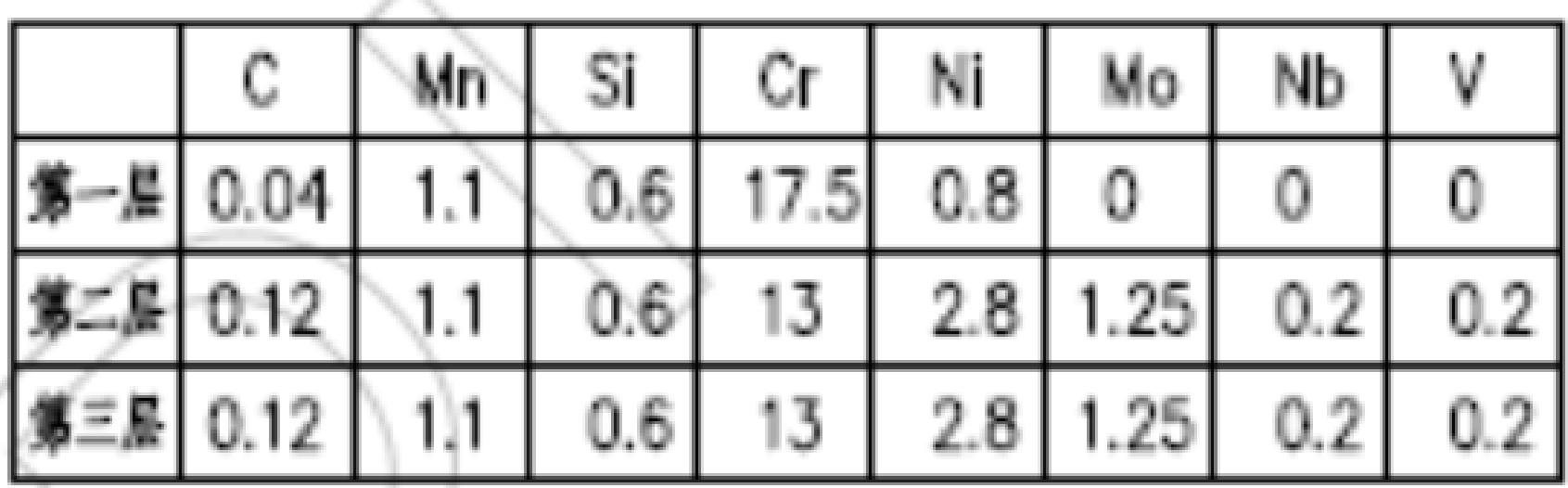
(2).辊子基层材质为 42CrMo,调质处 HB=300~320 辊子表面堆焊分为三层,每层 厚度为 3.5mm,堆焊材质化学成分见下表:
(3).辊子修复后,辊身表面探伤检测,不允许有夹层、折叠、裂纹、结疤、夹 渣等缺陷,辊子加工后,第二、三层的厚度不小于 5mm ,堆焊工作层硬度 HRC=43~47;
(4)芯轴各轴承位置车削初加工,堆焊修复,键槽磨损拉伸堆焊,芯轴两端螺 孔断取出重新攻丝,水封、水管取出,内水孔垃圾清理,水封安装位置堆焊修复, 恢复安装尺寸,芯轴修复后表面探伤,不允许裂纹、气孔及夹渣等缺陷;
①芯轴弯曲跳动≥0.3mm ,校直处理至 0.3mm 以下。弯曲>2mm 以上,报废更新(弯曲较大校直后,芯轴内应力较大,上线使用过程中可能发生断裂)。
②键槽有磨损,换位置加工铣槽。
(5)辊子和芯轴以修复利旧为主,其他所有零件全部更换;
(6)轴承全部更换;指定正宗哈、瓦、洛轴承品牌,出具出厂证明;
l 额定负载:C=655kN:Co=1040KN。
l 径向游隙:C4。
l 外圈带油槽及油孔。
l 耐高温:200℃。
l 其它尺寸及公差等相关参数按轴承 24030 CC/W33/C4 供货
(7)所有标准件:密封件、密封圈、密封叠环、滑套、旋转接头等全部更换, 其中密封件指定为:派克、宝色霞板、SKF 品牌;
(8)轴承座本体材质采用Q345-B钢板整体加工,盖板采用304不锈钢;依据新制清单,其他新制零部件按图纸要求加工;
(9)装配前对所有零部件进行清洗,没有切屑、油污、杂质等进行装配;
(10)装配满足设计规定的相关尺寸公差值要求;
(11)辊子整体装配后,按照国标进行装配,并补充足量干油脂(美孚 461 牌号), 及进行动平衡检测,出具检测报告;所有轴承座、辊子、端盖、轴套、芯轴、旋 转接头等加工后,关键精度尺寸进行检测,达到图纸要求,出具检测报告;
(12)进行水压试验:
工作压力为 0.6MPa,试验压力为 1.0MPa,保压 30 分钟,无渗漏,并出具测试 报告。
(13)所有更换下来的备件须返回新钢公司。
2.7.37#连铸机扇形段320自由辊主要修复内容
1 、拆卸320自由辊装配,再对辊子、芯轴堆焊修复,最后组装成套,达到图 纸尺寸精度要求及生产使用要求。
2 、具体修复内容:
(1). 旧辊依据图纸要求,需把疲劳层完全车削干净,辊子最小车削直径为θ308mm,并进行超声波探伤,探伤要求按照 JB/T5000. 15—1998 执行,探伤质量等 级 IV 级,出具探伤报告。
①车削至θ300mm 以下,还有裂纹,报废更新;
②内孔如有磨损,手工堆焊两侧长度 100mm~110mm ,加工修复至图纸尺寸;
③键槽如有磨损,换位置重新加工。
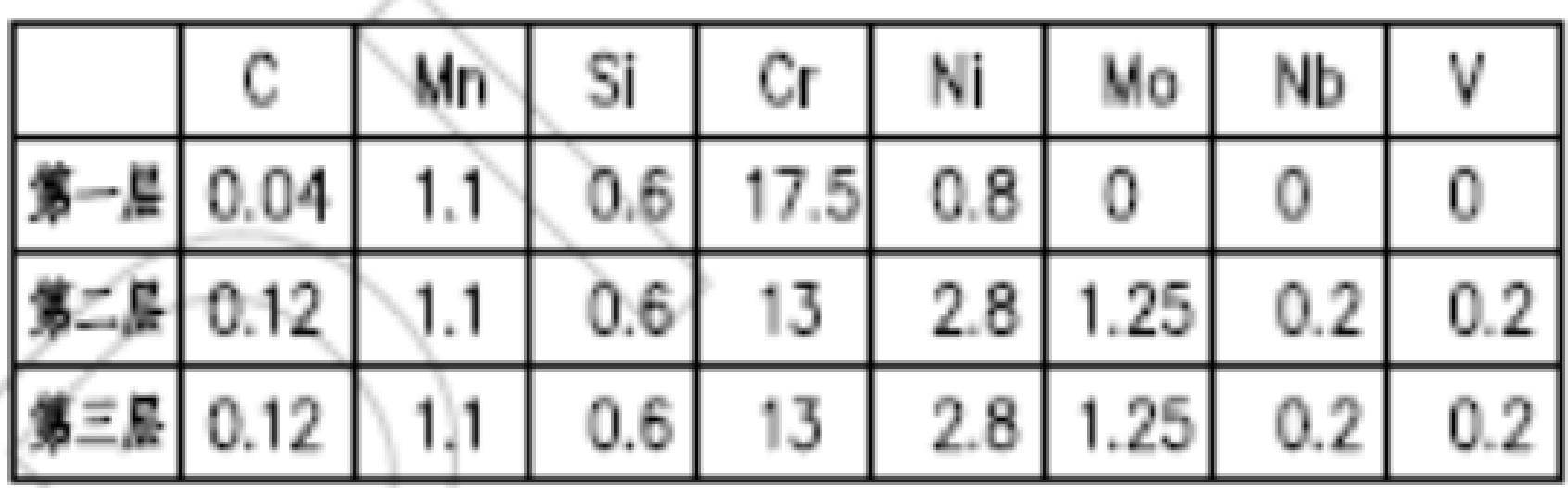
(2).辊子基层材质为 42CrMo,调质处 HB=300~320 辊子表面堆焊分为三层,每层 厚度为 3.5mm,堆焊材质化学成分见下表:
(3).辊子修复后,辊身表面探伤检测,不允许有夹层、折叠、裂纹、结疤、夹 渣等缺陷,辊子加工后,第二、三层的厚度不小于 5mm ,堆焊工作层硬度 HRC=43~47;
(4)芯轴各轴承位置车削初加工,堆焊修复,键槽磨损拉伸堆焊,芯轴两端螺 孔断取出重新攻丝,水封、水管取出,内水孔垃圾清理,水封安装位置堆焊修复, 恢复安装尺寸,芯轴修复后表面探伤,不允许裂纹、气孔及夹渣等缺陷;
①芯轴弯曲跳动≥0.3mm ,校直处理至 0.3mm 以下。弯曲>2mm 以上,报废更新(弯曲较大校直后,芯轴内应力较大,上线使用过程中可能发生断裂)。
②键槽有磨损,换位置加工铣槽。
(5)辊子和芯轴以修复利旧为主,其他所有零件全部更换;
(6)轴承全部更换;指定正宗哈、瓦、洛轴承品牌,出具出厂证明;
l 额定负载:C=655kN:Co=1040KN。
l 径向游隙:C4。
l 外圈带油槽及油孔。
l 耐高温:200℃。
l 其它尺寸及公差等相关参数按轴承 24030 CC/W33/C4 供货
(7)所有标准件:密封件、密封圈、密封叠环、滑套、旋转接头等全部更换, 其中密封件指定为:派克、宝色霞板、SKF 品牌;
(8)轴承座本体材质采用Q345-B钢板整体加工,盖板采用304不锈钢;依据新制清单,其他新制零部件按图纸要求加工;
(9)装配前对所有零部件进行清洗,没有切屑、油污、杂质等进行装配;
(10)装配满足设计规定的相关尺寸公差值要求;
(11)辊子整体装配后,按照国标进行装配,并补充足量干油脂(美孚 461 牌号), 及进行动平衡检测,出具检测报告;所有轴承座、辊子、端盖、轴套、芯轴、旋 转接头等加工后,关键精度尺寸进行检测,达到图纸要求,出具检测报告;
(12)进行水压试验:
工作压力为 0.6MPa,试验压力为 1.0MPa,保压 30 分钟,无渗漏,并出具测试 报告。
(13)所有更换下来的备件须返回新钢公司。
2.7.4 7#连铸机扇形段320驱动辊主要修复内容
1 、拆卸320驱动辊装配,再对辊子、芯轴堆焊修复,最后组装成套,达到图 纸尺寸精度要求及生产使用要求。
2 、具体修复内容:
(1). 旧辊依据图纸要求,需把疲劳层完全车削干净,辊子最小车削直径为θ308mm,并进行超声波探伤,探伤要求按照 JB/T5000. 15—1998 执行,探伤质量等 级 IV 级,出具探伤报告。
①加工至θ300mm 以下,还有裂纹,报废更新;
②内孔如有磨损,手工堆焊两侧长度 100mm~110mm ,加工修复至图纸尺寸;
③键槽如有磨损,换位置重新加工。
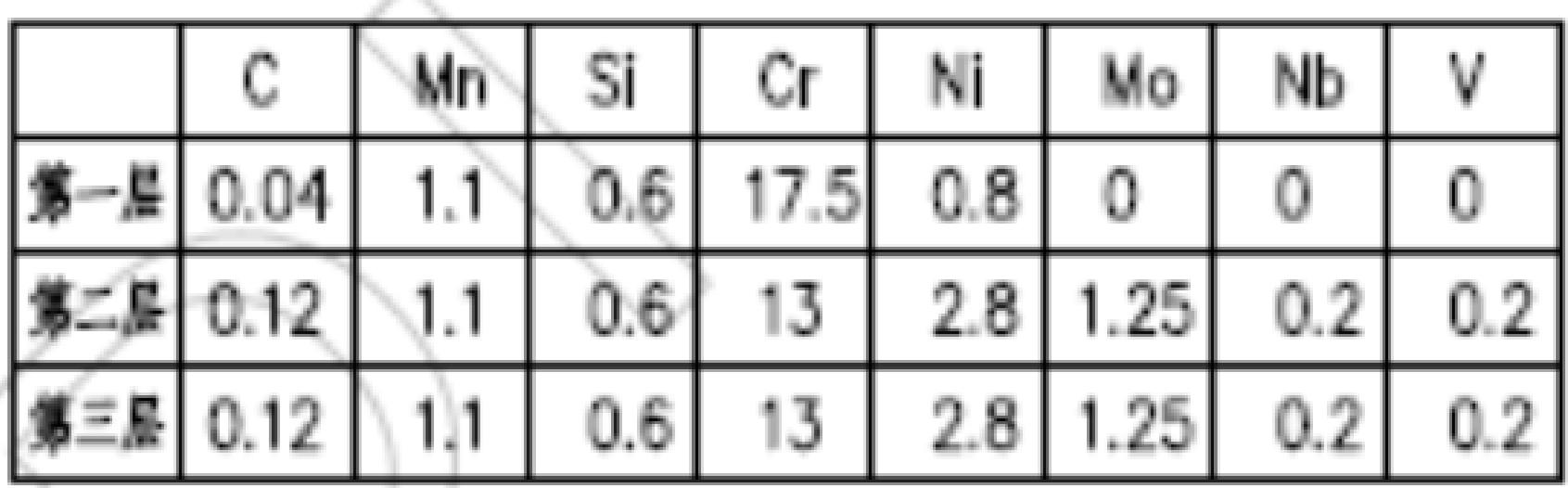
(2).辊子基层材质为 42CrMo,调质处 HB=300~320 辊子表面堆焊分为三层,每层 厚度为 3.5mm,堆焊材质化学成分见下表:
(3).辊子修复后,辊身表面探伤检测,不允许有夹层、折叠、裂纹、结疤、夹 渣等缺陷,辊子加工后,第二、三层的厚度不小于 5mm ,堆焊工作层硬度 HRC=43~47;
(4)芯轴各轴承位置车削初加工,堆焊修复,键槽磨损拉伸堆焊,芯轴两端螺 孔断取出重新攻丝,水封、水管取出,内水孔垃圾清理,水封安装位置堆焊修复, 恢复安装尺寸,芯轴修复后表面探伤,不允许裂纹、气孔及夹渣等缺陷;
①芯轴弯曲跳动≥0.3mm ,校直处理至 0.3mm 以下。弯曲>2mm 以上,报废更新(弯曲较大校直后,芯轴内应力较大,上线使用过程中可能发生断裂)。
②键槽有磨损,换位置加工铣槽。
(5)辊子和芯轴以修复利旧为主,其他所有零件全部更换;
(6)轴承全部更换;指定正宗哈、瓦、洛轴承品牌,出具出厂证明;
l 额定负载:C=655kN:Co=1040KN。
l 径向游隙:C4。
l 外圈带油槽及油孔。
l 耐高温:200℃。
l 其它尺寸及公差等相关参数按轴承 24030 CC/W33/C4 供货
(7)所有标准件:密封件、密封圈、密封叠环、滑套、旋转接头等全部更换, 其中密封件指定为:派克、宝色霞板、SKF 品牌;
(8)轴承座本体材质采用Q345-B钢板整体加工,盖板采用304不锈钢;依据新制清单,其他新制零部件按图纸要求加工;
(9)装配前对所有零部件进行清洗,没有切屑、油污、杂质等进行装配;
(10)装配满足设计规定的相关尺寸公差值要求;
(11)辊子整体装配后,按照国标进行装配,并补充足量干油脂(美孚 461 牌号), 及进行动平衡检测,出具检测报告;所有轴承座、辊子、端盖、轴套、芯轴、旋 转接头等加工后,关键精度尺寸进行检测,达到图纸要求,出具检测报告;
(12)进行水压试验:
工作压力为 0.6MPa,试验压力为 1.0MPa,保压 30 分钟,无渗漏,并出具测试 报告。
(13)所有更换下来的备件须返回新钢公司。
2.7.5 备件质量要求:
(1)严格按照技术要求修复装配辊系,要求上线使用达到50万吨过钢量周期;
(2)不管是新增备件还是返修备件,必须按图纸的设计要求进行加工验收;
(3)在规定的过钢量内辊面磨损不得超过以下标准:0.3mm;
(4)在规定过钢量内辊子表面堆焊层不得出现螺纹线圈式腐蚀、点蚀、脱皮、龟裂等现象,以不影响甲方铸坯质量为准;
(5)在规定的过钢量内辊子内部不得出现裂痕、断裂等质量问题;
(6)修复好的辊系进厂,必须在明显位置粘贴合格证明,确保辊系装配精度符合图纸要求,乙方按照图纸要求进行硬度、形位公差、弯曲值等检测,如在现场检查发现不合格项,按协议考核,并由乙方负责返修。检验方法由双方根据图纸要求共同制定。
(7)装配好后辊套窜动(单根)≤1mm,驱动辊弯曲打跳动≤0.3mm,自由辊弯曲打跳动≤0.2mm。
3.投标人资格要求
3.1依法成立,营业执照处于有效期,具有独立承担民事责任的能力;具有良好的商/企业信誉和健全的财务会计制度;具有履行合同所必需的设备和专业技术能力;有依法缴纳税收和社会保障资金的良好记录,可以开具增值税专用发票。
3.2投标单位必须提供至少1份相同或类似的轧机扇形段辊系设备的供货或修复合同业绩,且无修复质量事故(业绩证明材料:合同原件或技术协议原件扫描件)
3.3投标人需提供有效的 ISO9001质量管理体系认证证书(提供相关认证证书扫描件)。
3.4此次招标不接受联合体投标。
3.5近三年(2022年1月-2025年1月)在招投标活动中未受到行政处罚,未有不良行为记录,出具加盖单位公章和法定代表人签章的信誉承诺书。
3.6未被国家企业信用信息公示系统(www.gsxt.gov.cn)列入严重违法失信企业名单。未被“信用中国”网站www.creditchina.gov.cn)列入失信被执行人名单。(以开标当日数据为准)
3.7未列入中国宝武集团项目禁入名单以及未纳入新钢公司黑名单供应商的投标人。
3.8资格审查方式:资格后审。
4.招标文件的获取
本项目不提供纸质招标文件,电子招标文件获取方式:有意向的投标人请于2025年5月7日8:00时(北京时间)至2025年5月12日17:30时(北京时间)登录新钢集团数字采购平台(网址:https://xin-steel.yingcaicheng.com/)或精彩纵横云采购平台网站(网址:https://www.yingcaicheng.com)公告查看页面点击“立即参与”,在网上缴纳平台使用费并获取电子招标文件及其它资料,获取后费用不退。未获取电子招标文件及其他材料的不能参与本项目的投标。(未注册的投标人须先完成注册登记并通过审核,如已进行注册则直接网上缴费并下载即可)
备注:
1)具体注册事宜可登录精彩纵横云采购平台网站(https://www.yingcaicheng.com)查看“帮助专区”;
2)相关问题也可拨打咨询电话:400-8566-100(注册咨询电话,每日21:00时前),咨询QQ:2307583988、810028657、3132922569;
3)以上手续必须在招标文件获取期间内完成,因未及时办理注册审核手续影响报名及参加投标的,责任自负;
4)后续所有招标文件的修改、澄清、答疑,投标人须自行在线查看。
5)报名并缴纳费用的单位可在精彩纵横云采购平台个人页面的“个人中心”选项中的“费用账单”中进行自主申请开票服务。
5.1投标人必须在投标截止时间前将加盖电子签章的加密电子投标文件上传至新钢集团数字采购平台(网址:https://xin-steel.yingcaicheng.com/)或精彩纵横云采购平台网站(网址:https://www.yingcaicheng.com),否则视为无效响应。
备注:
(1)电子投标文件编制须使用精彩纵横云采购平台投标文件制作软件,投标工具(含驱动)可在精彩纵横云采购平台任意页面右侧“投标客户端”点击下载。
(2)投标人进行投标需要提前远程办理CA数字证书(仅下载招标文件电子版不需要办理CA数字证书,只需注册账号成为会员审核通过即可,上传投标文件时需要启用CA数字证书),办理方式和注意事项详见精彩纵横云采购平台网站 “帮忙专区”栏目查看。
(3)新注册用户在办理CA数字证书时只需在个人页面上方功能区点击“CA中心&会员”中后在右侧功能区选择“我的CA”点击“CA新购”根据自身需求情况选择所对应的CA数字证书类型,并进行购买。
(4)CA数字证书购买只需300元即可,购买一次使用期限一年,期间可无限次使用CA数字证书。
(5)在精彩纵横云采购平台已办理且还在有效期的CA数字证书的投标人,无需重新办理,可直接参与项目及其他项目的投标活动。
(6)精彩纵横云采购平台支持两种CA数字证书,即:实体CA、移动CA,投标人根据实际情况按需办理。
(7)全流程电子化相关问题可拨打咨询电话:400-8566-100(注册咨询电话,每日21:00前)或咨询在线客服(QQ:2307583988、811028657、3132922569)。
5.2投标截止时间和开标时间为2025年5月15日14:00时(北京时间)。
5.3未按上述要求将电子投标文件上传至精彩纵横云采购平台网站的投标单位,视为未提交有效的投标文件,后果由投标人自行承担。
6.发布公告的媒介
本次招标公告同时在中国招标投标公共服务平台(http://www.cebpubservice.com/)、江西省招标投标网(http://www.jxtb.org.cn/)、新余钢铁集团公司官网(https://www.xinsteel.com.cn/contact/)、新钢集团数字采购平台(网址:https://xin-steel.yingcaicheng.com/)以及精彩纵横云采购平台(www.yingcaicheng.com)上发布。
7.联系方式
招 标 人:新余钢铁股份有限公司
报名联系人:周工 0790-6292320 18179046697
技术联系人:廖工 15083975681
联系邮箱:zhz946690@163.com



